【吹氧化学法加热钢水技术】
为提供适宜的连铸钢水浇注温度,创造良好的连浇条件,以及为补偿二次精炼温度损失,降低出炉钢水温度,避免低温钢水再炼和适应某些牌号钢种的高温浇注要求,钢水的再加热不仅日趋重要,而且已经成为不可少的工艺环节。近年,钢水再加热技术竞相涌现,电弧加热、感应加热、等离子加热、电渣加热、氧燃加热等技术均已被正式运用于工业生产。
20世纪80年代初,在日本开发成功潜罩法密封吹氩的CAS法微调钢水成分。80年代中期,新日铁公司在CAS工艺基础上增加OB吹氧功能而开发成功CAS-OB吹氧烧铝化学法加热钢水技术。不久,日本住友、美国伯利恒等钢铁厂也开发出相类似的技术。迄今为止,全世界已有近30套设备在工业生产中使用,分布在日本、美国、英国、法国、加拿大、意大利、卢森堡等国。中国鞍钢、武钢的同类型加热设备也已投产,宝钢正在CAS装置上加装OB设备。使用潜罩是CAS法和CAS-OB法的重要特征,潜罩的作用是隔开浮渣在钢水表面造成无渣亮面并提供笼照空间,以便为加入微调合金、形成保护区和为加热钢水提供化学反应空间。此外,也具有一般的烟罩作用,借以收集和排出烟气。加装OB氧枪,并向罩内投入A1、Si、C等可燃物质,发生氧化反应产生化学热: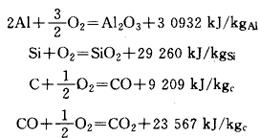

加热钢水的酸溶铝含量一般在0.008%~0.012%。据日本、美国和法国的数据,加热后的钢水氧含量与加热前基本相等。
钢水加热前Al2O3为80~120mg/kg,加热后除个别罐次略升高外,均呈降低趋势。进入结晶器的含量可降到30mg/kg以下。钢水夹杂总量变化很小。Ⅰ级颗粒减少,Ⅶ级颗粒增加。经过加热后的短时间氩气搅拌,夹杂物数量及粒度均明显改变,总量有所减少。因此,普遍认为经加热处理后的钢水质量没有受到影响。由于加热前靠搅拌造成无渣亮面,消除回磷的可能性,因而处理前后钢水〔P〕无变化。如果亮面形成不好,罩内留有残渣,便会出现回磷。例如〔P〕值可由0.009%增至0.012%。设置潜罩是吹氧烧Al(Si)加热钢水法提高加热效果、避免浮渣影响、保证加热工艺顺利进行的重要措施。各种方法使用的潜罩,形状和结构不尽相同。IR-UT为筒式上部与平盖连在一起,下降到最低位时能盖住包口并支撑在包沿上,浸入深度随钢液面波动而变化。CAS-OB罩为锥形体。由钢板焊成,分上下两部分,上罩体内衬耐火材料,下罩体内外均衬以耐火材料,以便潜入钢水内部。通常浸入深度100~200mm。耐火材料为高铝质不定形材料,一般A12O3>70%。使用寿命65~100次。潜罩的内形尺寸确定,以CAS-OB罩为例介绍如下。
式中,H为钢水深度;θ为氩气泡扩张角,取22°;d为吹氩罩外径。
潜罩在包位置应能基本笼罩全部上浮氩气泡,并应保持适当的与包壁的距离。据新日铁经验,自包内壁至潜罩外壁的距离取170mm合适,如果包容过小亦可适当调整。IR-UT罩因采用顶枪搅拌而采取与钢包同心布置。罩内面积与间隙面积比为0.5~0.6。罩的高度取决于所选潜罩容积。罩容不宜过大,否则会减慢升温速度。吹氧枪为消耗型,由双层不锈钢管组成,外衬高铝耐火材料(90%A12O3),套管间隙一般2~3mm,外管通氩气冷却(也有采用水冷的),氩量大约占氧量的10%。内管通氧,氧压0.6MPa,Ar和O2压力的关系为PAr/Po2=1.2~3.0。氧枪的工作高度很重要,最好在200~500mm。美式法采用浸入式氧枪吹氧,经加热升温后的钢液表面温度要比面吹氧枪低,插入深度越大,液面温度越低,当插入79%时,表面温度与内部温度基本相同。过深有烧漏包底的危险。氧枪的烧损速度大约50mm/次,寿命一般20~30次。吹氩枪为单层钢管外衬高铝质耐火材料,多为双孔,寿命可到40~60次。新法加热钢水的操作步骤见下表。其工艺特点为:(1)设备和操作简单,因而投资和运转费少,处理快,升温效果好。(2)在氩气氛中加合金,因而二次氧化减少,合金收得率提高,便于准确微调成分。(3)潜罩内无覆盖渣,防止了钢渣反应,有利于热传导和减少氧化。(4)在潜罩内吹氧加热钢水,加热效率高,可增大供氧量,提高加热速度。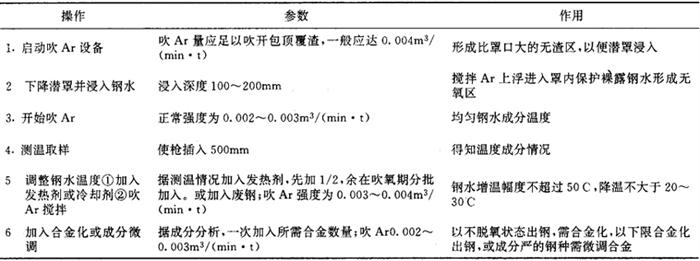
(北京钢铁设计研究总院赵荣玖、何国梁撰)