【特种加工】
拼译:non-conventional machining
是传统切削、磨削等常规加工方法以外的一些新工艺方法的总称又常称为先进材料切除工艺(AMP),在美国则称之为非传统加工工艺(NTM)。它是20世纪40年代发展起来的一些新加工方法。主要包括电火花加工、电化学加工、电子束加工、离子束加工、激光加工、超声加工、化学加工等。电加工一般只能加工导电的金属材料,而其他特种加工则可以加工非金属材料。下表为其分类及功能。 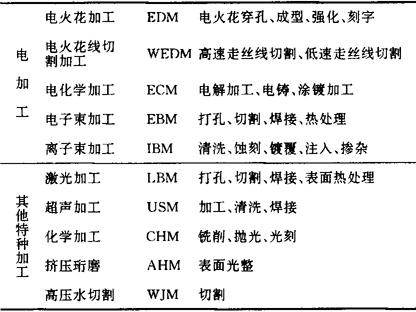
1.激光加工。是基于某种物质中的分子或原子能逐步吸收外加的光能、电能或热能而激发到不太稳定的高能级或次高能级,这些高能态的粒子当达到某一阈值的瞬时放出能量跃迁回基态,同时放出某一波长的光,激光经反射、聚焦之后有极高的能量密度,焦点可达10000℃以上,可用来实现打孔、切割、焊接、或表面热处理等加工工艺。第1台激光器是1960年由美国休斯研究实验室的迈曼(Maiman)研制出来的红宝石固体激光器,它发出0.6943μm的脉冲激光。1960年末美国贝尔电话实验室的雅文(Javan)等研制出连续输出的红光氦-氖气体激光器。由于功率很小,直到1962年才用红宝石固体激光器在刀片上打出小孔,开始了激光加工方面的研究。1964年帕特耳(Patel)等研制出第1台CO2气体激光器,可连续输出较大平均功率的红外激光。CO2气体激光器是激光加工的主力光源,国外产品的功率可达5kW,实验室内可达25kW。近年的发展趋势是今后10年内,陆续出现了功率较大,实用化钕(Nd)玻璃固体激光器,掺钕钇铝石榴石(YAG)固体激光器。目前国际上高功率固体激光器以YAG为主,功率可达1kW。中国可生产30~400W系列YAG产品。固体激光器可以实现光纤传输,可和机器人等组成柔性加工系统,有体积小灵活性大的优点。近年的发展趋势是寻找更大功率的固体激光材料如YAP和紫翠宝石等;改善光学质量(TEMOO、光束发散角-全角1.5mrad)和输出时间特性(0~5kHz调制频率和巨脉冲输出),且向一机多用、组件化发展;技术上改直流激励为高频激励,以提高注入功率,改善等离子体的均匀性和可调制性。CO激光器也有很大发展前途,它兼备CO2和YAG激光器的优点,既可高功率输出和高效率工作,又可用光纤传输加工。准分子激光器应用在半导体工业以及非金属材料、复合材料、陶瓷等微细加工和打标记方面,在光学和医学方面发展很快,一直是国际上竞相发展的高功率紫外激光源,目前百瓦级的已商品化,但进一步提高功率和实用化还需在气体预电离、再生钝化、光斑均匀性、光谱分辨率等方面进行深入研究。激光加工技术除激光器以外,还包括多自由度的加工设备和激光加工工艺。前二者结合为光机电一体化的加工系统硬技术,后者则可看作是软技术。激光加工工艺研究中,除打小孔、切割、半导体划片外,用得较多的是焊接和表面热处理,喷涂熔覆以及激光打标记等,此外,还在开展激光加工中光化学工艺的研究,例如在表面合成氧化陶瓷、气相沉积碳膜、沉淀金刚石膜等等。工艺研究要求能获得加工的最佳参数。目前的研究主要以实验为基础,在向归范化、建立数据库研究方向发展。2.超声加工。是20世纪30年代发展起来的,其原理是基于使工具端面作超声频(15~50kHz/s)的振动驱动磨料撞击工件表面,来加工硬脆材料或强化工艺过程,可用作打孔、切割、研磨、焊接、清洗等。最初利用纯镍杆随磁场强度微量改变其长度的性质(磁致伸缩效应)作为超声加工的换能器,以后采用铁铝合金和铁钴矾合金等磁致伸缩材料。60年代起晶体管大量取代电子管,作为产生高频电振荡的超声发生器在缩小体积降低功耗方面有很大进展。由于磁致伸缩材料在高频磁场中产生涡流发热,需要采用冷却措施,自70年代起逐步采用钛酸钡、锆钛酸铅等压电陶瓷(电致伸缩材料),在250W以下的超声换能器中已取代了磁致伸缩材料。超声加工的工艺范围也由加工玻璃、石英、陶瓷等脆性材料发展到焊接铝、塑料等难焊接材料和陶瓷表面搪锡等特殊工艺。超声加工研究的热点是:大功率强超声,宽范围的自动跟踪调频,使超声系统始终处在最佳的共振状态;将强超声运用到拉丝、轧制压延过程中去,以减少拉轧应力,节能和延长工模具寿命;研究复合加工、强化工艺过程,如超声电火花复合加工、超声电化学复合加工、超声调制激光加工等。3.化学加工。是基于化学溶解作用的原理来蚀除金属。为了在金属表面有选择性地化学蚀除,往往在不需要在腐蚀的表面先涂上一层保护膜。早在19世纪就用照相制版和化学腐蚀的方法来制造印刷用的锌版和铜版,可以制出非常精美的图案花纹。进入20世纪50年代后,化学加工又用于航空和航天工业,在较大工件金属表面蚀刻出筋片,大面积减薄厚度减轻构件重量又称为化学铣削。与此同时,由于半导体工业发展的需要,化学加工又和照相制版技术结合起来加工二氧化硅(SiO2)、单晶硅(Si)等非金属材料,称之为光刻法。近年来也广泛用于蚀刻彩色电视显像管阴罩障板、微孔筛、印刷电路、照相机快门、小型电机的铁芯片等。化学加工的难点是对不同的材料要研究相应的化学腐蚀剂和提高腐蚀的清晰度,防止侧向腐蚀(钻蚀)等。4.挤压珩磨。也称作磨料流加工,是70年代发展起来的一种表面光整加工技术,最初用于去除内孔通道中的毛刺,以后逐渐用于冲模、拉伸模内表面的抛光。其原理是使混合在硅橡胶半流体中的磨料在高压下流过被加工表面,使表面微观不平度和毛刺等在均匀的压力下被研磨掉,在3~5min就可以很快改善表面粗糙度二级左右。进一步要研究解决的问题是扩大其工艺适用范围,由光整加工内表面扩展到侧面和外表面,并进一步提高其工效。高压水切割。又称水射流切割,70年代首先在国外开始实用化,其原理是用高压泵将水加压到300MPa以上,使其从0.2mm左右的小孔中高速喷射出来,这种高能量的细小束流可用以切割铜、铝、塑料、橡胶、木材、纸张、水泥、复合材料等板材。进一步研究的主要问题是高压设备的研制和提高小孔喷嘴的性能和延长使用寿命。【参考文献】:1 佐藤敏一.特殊加工,日本东京:飬賢堂,1981,1~2632 Snoeys R,Kruth J P.Niet-Konventionele Bewerkings methoden,比利时布鲁塞尔:鲁文天主教大学,19823 金庆同.特种加工.北京:航空工业出版社,1988.1~2284 刘晋春,赵家齐.特种加工.(第2版).北京:机械工业出版社,1994.1~175(哈尔滨工业大学博士生导师刘晋春教授撰;博士生导师赵万生审) |